
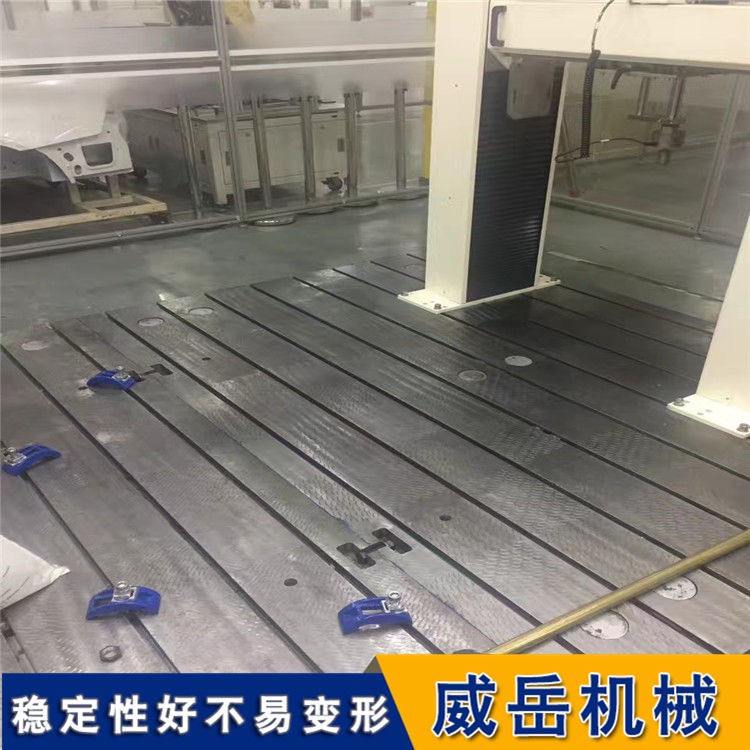
T型槽装配平台又叫T型槽装配平板是一种表面带有T型槽的铸铁平板,用于装配、调试机械设备的铸铁平台量具。平板应经过两次人工实效(退火处理)或者自然时效2-3年,以减少铸件的内应力,消除平板内部的部分白口组织,提高平台工作表面的硬度和耐磨性。使得铸铁平台,铸铁平板的精度稳定,耐磨性能好。
T型槽装配平台的技术要求
①装配平板工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
②T型槽装配平台的表面应清除型砂且平整,涂漆牢固。
③精度等级为0级-3级的T型槽装配平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
④T型槽装配平台应采用优质细密的灰口铸铁或合金等材料制造,其工作面硬度应达到170-220HB。
⑤T型槽装配平台工作面通常应采用刮削工艺。对采用刮削加工的3级T型槽装配平台工作面,其表面粗糙度Ra的允许值为5um。
⑥采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
平面刮研的质量有两个指标。一个是几何形状,如垂直度、平面度和厚度尺寸。另一个指标是表面质量,表面质量常用研点法,用标准平板或与其相配合的零件对刮研面进行研点。方法是使用25×25mm方框,放在被检表面,检查方框内的点数。
装配平板刮研-铲刮的步骤
刮研并不是一件简单的技术,据的刮研师父介绍,学刮研必须经过无数次练习内化成自发动作,每天成千上万次重复微调姿势动作,才掌握到腰力控制长宽、左手下压力道决定深度,右手则控制刮研点,以及双脚重心配合到更顺畅的身体记忆。
T型槽装配平台和之间的差距可能是极细微的0.01mm,也可能是1mm,它是不平均的,如果用同样力道,根本不会平,所以每一刀力量都要不一样,刮研不像一般艺术品雕塑,只要一个地方不准,就会影响其他地方的精密度。再加上不只一个平面,而有四个甚至更多都要同时铲,多一个面难度不是加法,而是乘法,铲花只能挖掉、不能补,一旦铲错地方要从头再来一次,其他等于都白做,这就是它的难点。
感谢您关注我们的产品,若您希望获得进一步的了解,如铸铁平台人工刮研的好处和优点价格、铸铁平台人工刮研的好处和优点规格型号等更多信息,欢迎您随时联络我们,诚邀为您提供满意的服务!