

定位精度高
使用直线导轨作为线性导引时,由于直线导轨的摩擦方式为滚动摩擦,不仅摩擦系数降低至滑动导引的1/50,动摩擦力与静摩擦力的差距亦变得很小。因此当床台运行时,不会有打滑的现象发生,可达到μm级的定位精度。
磨耗少能长时间维持精度
传统的滑动导引,无可避免的会因油腻逆流作用造成平台运动精度不良,且因运动时润滑不充分,导致运行轨道接触面的磨损,严重影响精度。而滚动导引的磨耗非常小,故机台能长时间维持精度。
选用精度等级
○ C,H,P,SP,UP等级视设备精度要求而定
假定滑块尺寸及数目
○ 依经验选用
○ 负荷状态
○ 若与滚珠螺杆配合使用,则使用之直线导轨规格与螺杆外径相似,如螺杆外径为35mm则选用HG35规格
计算滑块负荷
○ 参照负荷计算例计算单个滑块等效负荷
○ 确认选用之直线导轨静系数应超过静系数使用表所列之值
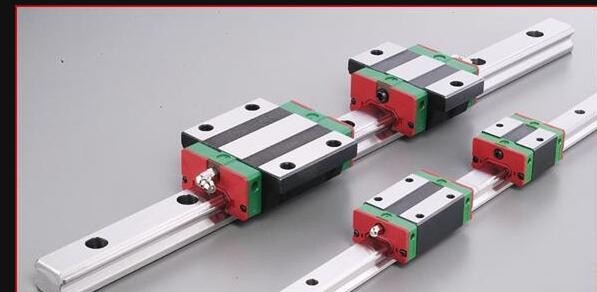
线性滑轨为一种滚动导引,借由钢珠在滑块与滑轨之间作无限滚动循环,负载平台能沿着滑轨轻易地以高精度作线性运动。与传统的滑动导引相较,滚动导引的摩擦系数可降低至原来的1/50,由于起动的摩擦力大大减少,相对的较少无效运动发生,故能轻易达到μm级进给及定位。再加上滑块与滑轨间的束制单元设计,使得线性滑轨可同时承受上下左右等各方向的负荷,上述陈列特点并非传统滑动导引所能比拟,因此机台若能配合滚珠螺杆,使用线性滑轨作导引,必能大幅提高设备精度与机械效能。
由于线性滑轨特殊的束制结构设计,可同时承受上、下、左、右方向的负荷,不像滑动导引在平行接触面方向可承受的侧向负荷较轻,易造成机台运行精度不良。
组装时只要铣削或研磨床台上滑轨之装配面,并依建议之步骤将滑轨、滑块分别以特定扭力固定於机台上,即能重现加工时的高精密度。传统的滑动导引,则须对运行轨道加以铲花,既费事又费时,且一旦机台精度不良,又必需再铲花一次。线性滑轨具有互换性,可分别更换滑块或滑轨甚至是线性滑轨组,机台即可重新获得高精密度的导引。
滑动导引若润滑不足,将会造成接触面金属直接摩擦损耗床台,而滑动导引要润滑充足并不容易,需要在床台适当的位置钻孔供油。线性滑轨则已在滑块上装置油嘴,可直接以注油枪打入油脂,亦可换上专用油管接头连接供油油管,以自动供油机润滑。