
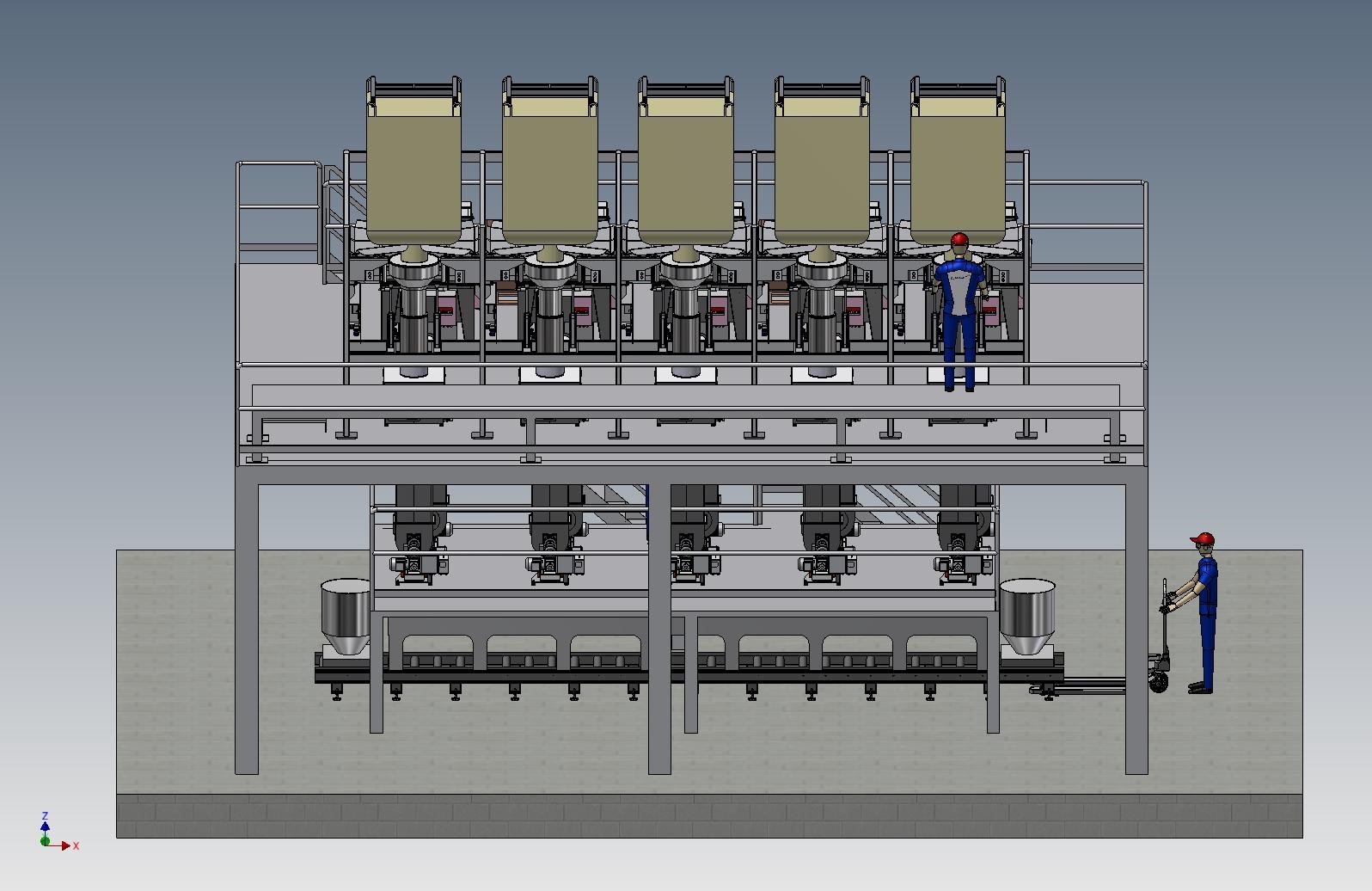
称重配混料系统是以卸料称重配料、配方控制、放料等计算机生产过程控制和数据管理为一体的综合自动化系统。适应需要多种物料按比例混合的生产工艺的行业。整套称重配混料系统通常由以下几个子系统组成:
一、卸料系统;二、输送系统;三、计量配料系统;四、混合机组;五、物料存储系统;六除尘系统;七、中央控制系统;八、辅助设备。
下面就各子系统的组成及原理做分别介绍
一、卸料系统
卸料系统完成由散装、桶装、袋装、集装箱装原料进入料仓的过程。
散装物料可以直接通过槽车上自带的气力输送装置送至储料仓
桶装物料可以由液压倒桶机来实现卸料工作
袋装物料利用倒袋站来卸料。倒袋站分成小袋倒袋站、吨袋倒袋站和大小袋共用倒袋站。其中小袋倒袋站又分成手动、半自动和全自动三种。吨袋倒袋站也可以分成手动和全自动两种。
集装箱装物料可以通过集装箱卸料系统来实现卸料工作。
二、输送系统
物料的输送是配混料生产线实现自动化的关键所在,在全自动配混料系统中输送系统占有较大的比例。包括原料从卸料设备到称重料仓的输送;成品料从混料机至成品料仓的输送;成品料从成品料仓至挤出机或其它处理设备的输送;
输送系统主要有如下几种形式:
螺旋输送机(含柔性螺旋输送机)
振动输送机
管链输送机
气力输送(含真空上料机)
斗式提升同(含Z型斗式提升机)
三、称重配料单元
在全自动配混料系统中,称重配料系统正常由两套独立子系统组成:
一套主料称重配料系统;主料秤的额定值较大,适于秤量配比高的主料.
一套辅料称重配料系统;辅料秤的额定值较小,适合秤量配比少的物料。
这样的设计有助提高配料的精度,每套配料系统均由各物料过度料仓、输送系统、配料称重料斗等几部分组成.。
四、混合设备
混合设备可分成连续混料机和间隙式混料机,根据用户需要选择合适的混合设备。
五、物料存储设备
物料存储设备主要指用于原料及成品料储存的各个料仓。
六、除尘系统
根据使用场合的不同,除尘系统将根据现场进行设计。
中央控制系统
控制系统可根据现场规模采取就在控制触摸屏系统和中央控制系统。控制系统将整套设备联结到一起,是整套系统长期稳定运行的保证。控制系统可包含现场操作柜及中央控制系统.能实现以下功能.
自动检测功能:
●自动检测生产过程中所有电机的运行情况,
●自动检测生产过程中各种类型开关.阀的开关到位情况,
●自动检测生产过程中各配料秤,各配方的重量信息,
●自动检测生产过程中显示、记录、累积生产量的情况.
控制功能(整个系统实现三级控制):
●个别现场开关按纽的手动操作,
●控制室手动操作,
●PLC自动控制及PC机屏幕上键盘和鼠标控制.一旦计算机发生故障.必须保证用PLC维持一段时间的生产,直至计算机排除故障.
自动报警.联锁功能
●电机异常状态报警
●阀位异常报警
●工艺参数上下限报警.如料位.重量.压力等